
מיקראָסטרוקטורע און מעטשאַניקאַל פּראָפּערטיעס פון סטראַקטשעראַל פּאַרץ פון אַלומינום שאַסי

די סטרוקטור פון קאַסטינגז און די הויפּט פונקטן פון אַנטוויקלונג טעכנאָלאָגיע
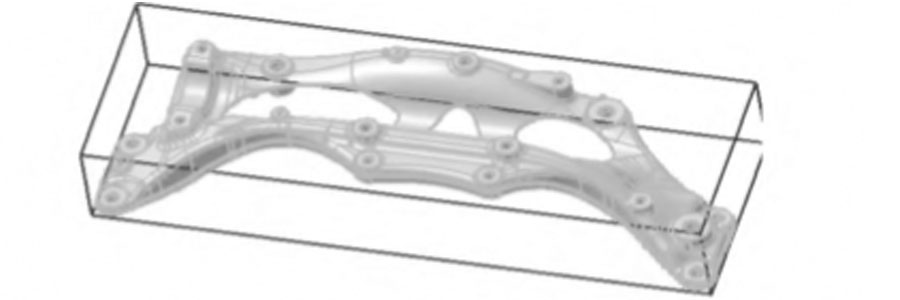
די פאָרמיטל שאַסי סטרוקטור איז געוויזן אין פיגורע 1. די אַוטליין גרייס איז 677.79 מם × 115.40 מם × 232.42 מם, די מאַסע איז 2.6 קג, די דורכשניטלעך וואַנט גרעב איז 3.5 מם און די באַנד איז וועגן 9.88 × 105 מם^3. די פּראַדזשעקטאַד שטח פון די קאַסטינג איז 86300 מם^2, און דער מאַטעריאַל איז על -8 סי-מן-מג צומיש. די קאַסטינג האט קייפל דיק-וואָלד הייס דזשוינץ, וואָס זענען גרינג צו פאָרעם שרינגקידזש האָלעס. אויסזען קוואַליטעט באדערפענישן פון קאַסטינגז: קיין קלאָר ווי דער טאָג שטאַרבן קאַסטינג לויפן מאַרקס, קיין קלאָר ווי דער טאָג טאָרטאַס קראַקס און קיין באַבאַלז אויף די ייבערפלאַך; ינערלעך קוואַליטעט באדערפענישן פון קאַסטינגז: גענעראַל קאַסטינג שטעלע האָלעס זענען אונטער 1 מם, באָססעס און דיק פלייש טיילן דאַרפן האָלעס 2 מם די פאלגענדע; באדערפענישן פֿאַר לופט אינהאַלט אין די קאַסטינג: די לופט אינהאַלט פּער 100 ג אַלומינום אין די דעזיגנייטיד פילונג סוף פון די קאַסטינג זאָל זיין ווייניקער ווי 15 מל, און די דעזיגנייטיד טייל פון די ינער טויער זאָל זיין ווייניקער ווי 10 מל; די מעטשאַניקאַל פּראָפּערטיעס פון די קאַסטינג (נאָך ט 5 באַהאַנדלונג) באדערפענישן: טענסאַל שטאַרקייט פון 220 מפּאַ, טראָגן די שטאַרקייט איז 150 מפּאַ, די ילאָנגגיישאַן איז ≥ 5%, די פּראַל טאָוגהנעסס איז ≥6.0 דזש/קמ 2, די פאָדעם טענסאַל פּרובירן איז מ 10 ≥60 קן, M12≥85kN, די כאַרדנאַס (הרב) איז 30; די באדערפענישן פֿאַר די מידקייַט פּרובירן פון קאַסטינגז: אונטער נאָרמאַל טנאָים, וויטסטאַנד די קראַפט פון 6.1 ~ -4.8 קן אין די דעזיגנייטיד פונט, די אָפטקייַט איז 2 הז און די שעדיקן איז נישט ערלויבט נאָך 20,000 סייקאַלז. אונטער די פּראָבע טנאָים, די נומער פון סייקאַלז איז 40,000 מאָל. לויט די אויבן רעקווירעמענץ, די פּראָדוקציע פון דעם קאַסטינג איז לעפיערעך שווער.
אין די קאַסטינג אַנטוויקלונג פּראָצעס, צו פאַרקירצן די אַנטוויקלונג ציקל, נומעריש סימולאַטיאָן ווייכווארג איז געניצט פֿאַר אַנאַליסיס, און מיט דערמאָנען צו פאַקטיש פּראָדוקציע פּאַראַמעטערס, פיר פאַרשידענע קאַסטינג מעטהאָדס זענען אנגענומען (זען פיגורע 2). פּלאַן 1 און פּלאַן 2 אַדאַפּט קאַם-שייפּט פּאָרינג אופֿן, פּלאַן 3 און פּלאַן 4 אַדאַפּט פאָכער-שייפּט פּאָרינג אופֿן; קאַמפּערד מיט פּלאַן 2, Plan 1 ניצט אַ מער קאַנסאַנטרייטאַד פיטער אופֿן און Plan 2 ניצט אַ מער דיספּערסט פיטער אופֿן. ; קאַמפּערד מיט אָפּציע 4, אָפּציע 3 האט אַ קירצער הויפּט ראַנער און אָפּציע 4 האט אַ מער הויפּט ראַנער. ניצן מאַגמאַ ווייכווארג צו סימולירן און אַנאַלייז די פיר סקימז אויבן. די רעזולטאַטן ווייַזן אַז: ראַנער אָפּציע 1 איז אויך גלייַך, ענערגיע אָנווער איז גרויס און די ינער טויער פּאָרינג איז נישט סינגקראַנייזד, וואָס איז מעסי; אָפּציע 2 איז אָנגעפילט מיט גאַז אויף ביידע זייטן פון די ראַנערז, און די קאַסטינג פון סאָלידיפיקאַטיאָן אַנאַליסיס האט שרינגקידזש האָלעס אויף ביידע זייטן פון די טרעדיד האָלעס; 3 די ראַנער איז אויך קורץ, וואָס איז נישט קאַנדוסיוו פֿאַר די אַפּלאַקיישאַן פון הויך-וואַקוום שטאַרבן-קאַסטינג פּראָצעס; סכעמע 4 די טעמפּעראַטור פון די מיטן פּאָרינג טייל פון די קאַסטינג איז העכער, און דער פורעם יראָוזשאַן איז מער מסתּמא צו זיין דאָרט. לויט די שטאַט פון פילונג פליסיק, ייַנשרומפּן סאָלידיפיקאַטיאָן, טעמפּעראַטור, עטק, אָפּציע 4 איז בעסער.

שטאַרבן קאַסטינג פּראָצעס פּאַראַמעטער אַפּטאַמאַזיישאַן פּרובירן
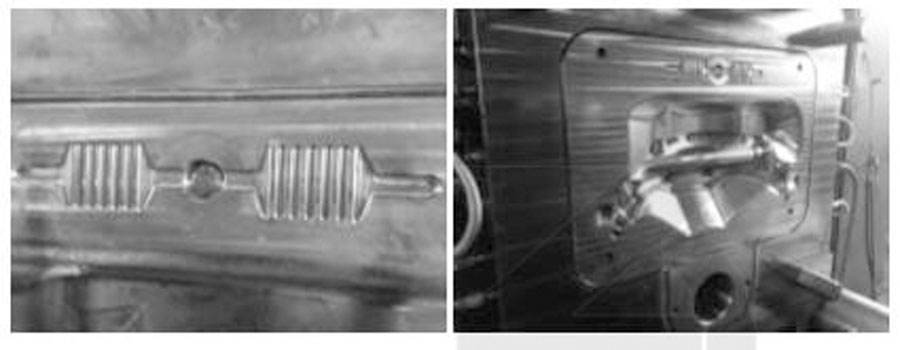
עס איז געשאפן מיט די 16000 קן האָריזאָנטאַל קאַלט קאַמער שטאַרבן-קאַסטינג מאַשין פון Idra, וואָס איז יקוויפּט מיט אַ פאַקטיש-צייט ינדזשעקשאַן קאָנטראָל סיסטעם. די וואַקוום וואַלוו איז אַ הידראַוליק הויך-וואַקוום האַלטן וואַלוו מיט פרייַ אינטעלעקטואַל פאַרמאָג רעכט (זען פיגורע 3), און איז יקוויפּט מיט אַ הויך-וואַקוום קאָנטראָל סיסטעם צו דערגרייכן צוויי-וועג וואַקיומינג פון די קאַוואַטי און די דרוק קאַמער; די פורעם ייבערפלאַך איז געחתמעט מיט אַ סיליקאָנע פּאַס מיט אַ דיאַמעטער פון 10 מם ((זען פיגורע 4); די פורעם איז קולד דורך ייליק מיטל און יקוויפּט מיט טערמאַקאָו צו אַקיעראַטלי קאָנטראָלירן די פורעם טעמפּעראַטור; די האַרץ שטיפט איז קולד דורך הויך-דרוק וואַסער קאָאָלינג; די ספּרייינג איז אויטאָמאַטיש ספּרייד דורך אַ אַבב ראָבאָט.
צו באַקומען די אָפּטימאַל קאָמבינאַציע פון פּאַראַמעטערס און הויך וואַקוום מאַך פּאַראַמעטערס, 7 שטעלט פון פּאַראַמעטער קאַמבאַניישאַנז זענען טעסטעד אונטער די טנאָים פון באַשטעטיקן די אַלומינום צומיש טעמפּעראַטור ביי 690 ℃ און די פורעם טעמפּעראַטור ביי 200 ℃.
די קאָליר דורכדרונג פּרובירן איז דורכגעקאָכט אויף די קאַסטינג, און די רעזולטאַטן געוויזן אַז די ייבערפלאַך פון די קאַסטינג האט קיין חסרונות אַזאַ ווי נעבעך פאָרמינג, קאַלט צעשיידונג, קראַקס און בליסטערז.
די ינערלעך קוואַליטעט פון די קאַסטינגז איז ינספּעקטיד דורך רענטגענ-שטראַלן. די רעזולטאַטן געוויזן אַז קיין לופט שרינגקידזש האָלעס זענען געפֿונען אין די טעלער שטעלע, און קיין לופט האָלעס, שרינגקידזש האָלעס אָדער שרינגקידזש פּאָראָסיטי געפֿונען אויף דער באַלעבאָס און דיק וואַנט שטעלעס פון די קאַסטינג (זען פיגורע 6).
באַזירט אויף די אויבן אַנאַליסיס, די פּאַמעלעך ינדזשעקשאַן גיכקייַט איז 0.3 ם/s, די וואַקוום שטעלע איז 480 מם, די שטאַרבן קאַסטינג גיכקייַט איז 4.0-4.5 ם/s, די קאַסטינג דרוק איז וועגן 76 מפּאַ און די שנעל ינדזשעקשאַן די ווייַטקייט איז 620 מם איז דער בעסטער קאָמבינאַציע פון פּאַראַמעטערס.
מעטשאַניקאַל פאָרשטעלונג פּרובירן און אַנאַליסיס
3.1 די ווירקונג פון וואַקוום אויף די סטרוקטור און מעטשאַניקאַל פּראָפּערטיעס פון שטאַרבן קאַסטינגז
עס איז קענטיק אַז די הויך-וואַקוום (וואַקוום גראַד פון 97 קפּאַ) שטאַרבן-קאַסטינג האט אַ העכער געדיכטקייַט, וואָס מיטל אַז די ינערלעך גאַז אינהאַלט פון די שטאַרבן קאַסטינג איז ווייניקער. קאַמפּערד מיט פּראָסט וואַקוום (65 קפּאַ וואַקוום) שטאַרבן קאַסטינגז, די טענסאַל שטאַרקייט, טראָגן שטאַרקייט, ילאָנגגיישאַן און כאַרדנאַס פון הויך וואַקוום שטאַרבן קאַסטינגז ריספּעקטיוולי ריספּעקטיוולי 21%, 29%, 18%און 10%, וואָס ינדיקייץ אַז הויך וואַקוום שטאַרבן קאַסטינגז עס האט אַ בעסער פּראַמאָוטינג ווירקונג אויף ימפּרוווינג די מעטשאַניקאַל פּראָפּערטיעס פון סטראַקטשעראַל פּאַרץ.
צי עס איז הויך-וואַקוום שטאַרבן-קאַסטינג אָדער פּראָסט וואַקוום שטאַרבן-קאַסטינג, די צומיש מיקראָסטרוקטור בעשאַס הויך-וואַקוום שטאַרבן-קאַסטינג און פּראָסט וואַקוום שטאַרבן-קאַסטינג. אַל-8 סי-מן-מג אַלומינום צומיש סטרוקטור, צי הויך-וואַקוום שטאַרבן קאַסטינג אָדער פּראָסט וואַקוום שטאַרבן, איז קאַמפּאָוזד פון לעפיערעך פּראָסט α 1-על און פייַן קייַלעכיק α 2-על און פייַן דענדריטיק יוטעקטיק. סי, עטק זאַץ. כאָטש די Fe אינהאַלט אין די צומיש איז נידעריק, עס איז נאָך אַ קליין סומע פון גראַניאַלער Fe- רייַך פאַסעס. ווייַל דרוק קאַסטינג איז אונטער הויך טעמפּעראַטור און הויך דרוק, די מאָולטאַן מעטאַל פילז די קאַוואַטי אין אַ זייער קורץ צייט און סאַלידאַפייז צו פאָרעם. דעם גרויס קאָאָלינג קורס קענען מאַכן די פליסיק מעטאַל באַקומען אַ גרויס סאַבקאַלינג, דערמיט ינקריסינג די נומער פון נוקלעאַטיאָן די נוקלעאַטיאָן קורס איז ימפּרוווד, די יוטעקטיק סי איז ראַפינירט און די פאָרמירונג פון אַ נאָדל-ווי AlSiFe פאַסע איז סאַפּרעסט. רעכט צו דער נידעריק גראַד פון וואַקוום, אין פּראָסט וואַקוום טנאָים, זייער קליין פּאָרע חסרונות קענען זיין באמערקט אין די קאַסטינג.
3.2 די ווירקונג פון היץ באַהאַנדלונג אויף די פאָרשטעלונג און סטרוקטור פון הויך וואַקוום שטאַרבן קאַסטינגז
3.2.1 מעטשאַניקאַל פּראָפּערטיעס
קאַסטינגז דאַרפֿן צו אַנדערגאָו יידזשינג היץ באַהאַנדלונג, און די היץ באַהאַנדלונג טנאָים זענען 200 ℃ × 2 ה. דערנאָך, אַ טענסאַל פּרובירן איז דורכגעקאָכט אויף די דעזיגנייטיד שטעלעס (שטעלעס 1, 2, 3) פון די ריבס פון די קאַסטינגז. עס איז קענטיק אַז די מעטשאַניקאַל פּראָפּערטיעס פון די שטאַרבן קאַסטינגז בייַטן מיט די שטאַרבן קאַסטינג פּראָצעס.
קאַמפּערד מיט פּראָסט וואַקוום שטאַרבן-קאַסטינג, הויך-וואַקוום שטאַרבן-קאַסטינג האט באטייטיק ימפּרוווד טענסאַל שטאַרקייט, טראָגן שטאַרקייט, ילאָנגגיישאַן און כאַרדנאַס. צווישן זיי, די טענסאַל שטאַרקייט איז געוואקסן מיט וועגן 21%, די טראָגן שטאַרקייט איז געוואקסן מיט וועגן 29%און די ילאָנגגיישאַן קורס איז געוואקסן מיט וועגן 21%. מיט אַ פאַרגרעסערן פון וועגן 18% און אַ כאַרדנאַס פון וועגן 10%, די קאַסטינג פון הויך וואַקוום שטאַרבן קאַסטינג ימפּרוווז באטייטיק.
3.2.2 פּראַל טאַפנאַס
די פּראַל פּראָבע אויף די דעזיגנייטיד שטעלעס פון די שטאַרבן-קאַסטינג ריבס (שטעלעס 1, 2 און 3, וואָס זענען אָרט מוסטערונג פונקטן פֿאַר מעטשאַניקאַל פאָרשטעלונג טעסטינג) ווייַזן אַז די פּראַל טאָוגהנעסס פון הויך-וואַקוום שטאַרבן קאַסטינגז גאָר טרעפן די רעקווירעמענץ פון די קאַסטינגז.
3.2.3 פֿאָדעם צייכענונג
די מ 10 און מ 12 טרעדיד האָלעס פון די קאַסטינגז זענען אונטערטעניק צו פאָדעם צייכענונג טעסץ. די מ 10 פאָדעם האט נישט טוישן אונטער די קאַמף פון 66 קן און די מ 12 פאָדעם אונטער די קאַמף פון 85 קן, ינדאַקייטינג אַז די פֿעדעם פון די הויך וואַקוום שטאַרבן קאַסטינגז גאָר טרעפן די קראַפט באדערפענישן.
3.2.4 מידקייַט פּרובירן
נאָך די קאַסטינגז זענען געווען אונטערטעניק צו 410150 געווער טעסץ, פלורעסאַנס דיטעקשאַן געוויזן אַז עס זענען קיין קראַקס אויף די ייבערפלאַך פון די קאַסטינגז, און די רעזולטאַטן געוויזן אַז די מידקייַט קעגנשטעל פון די הויך-וואַקוום שטאַרבן קאַסטינגז טרעפן די טעכניש רעקווירעמענץ.
3.2.5 דיטעקשאַן פון גאַז אינהאַלט
די גאַז אינהאַלט פּראָבע איז געוויזן אין טיש 2. פֿון די פּראָבע רעזולטאַטן אין טיש 6, עס איז קענטיק אַז די גאַז אינהאַלט פון די קאַסטינג גוף ביי די ינער טויער איז ווייניקער ווי 8.9 מל פּער 100 ג על, און די גאַז אינהאַלט פון די קאַסטינג גוף אין די וואַסער עק עקסטראַקט טאַנק איז ווייניקער ווי 12 מל פּער 100 ג על, וואָס גאָר טרעפן די קאַסטינג רעקווירעמענץ.
4 Conclusion
- (1) ניצן נומעריקאַל סימיאַליישאַן, די שטאַרבן-קאַסטינג פאָרמינג פּראָצעס און הויך-וואַקוום שטאַרבן-קאַסטינג פּראָצעס פּאַראַמעטערס פון ויטאָמאָביל שאַסי סטראַקטשעראַל פּאַרץ זענען אָפּטימיזעד, און הויך-קוואַליטעט קאַסטינגז מיט פונדרויסנדיק און ינערלעך קוואַליטעט וואָס טרעפן די רעקווירעמענץ זענען מאַניאַפאַקטשערד.
- (2) הויך וואַקוום שטאַרבן קאַסטינג קענען באטייטיק פֿאַרבעסערן די מעטשאַניקאַל פּראָפּערטיעס פון סטראַקטשעראַל פּאַרץ. קאַמפּערד מיט פּראָסט שטאַרבן-קאַסטינג, די געדיכטקייַט פון קאַסטינגז בעשאַס הויך-וואַקוום שטאַרבן-קאַסטינג איז געוואקסן, און די טענסאַל שטאַרקייט, טראָגן שטאַרקייט, ילאָנגגיישאַן און כאַרדנאַס פון די קאַסטינגז איז געוואקסן מיט 21%, 29%, 18%און 10% ריספּעקטיוולי.
- (3) די טעסטינג רעזולטאַטן פון געווער, צייכענונג און גאַז אינהאַלט פון די קאַסטינגז אַלע טרעפן די טעכניש רעקווירעמענץ פון די פּראָדוקט און די מאַסע פּראָדוקציע טנאָים.
ביטע האַלטן די מקור און אַדרעס פון דעם אַרטיקל פֿאַר ריפּרינטינג: מיקראָסטרוקטורע און מעטשאַניקאַל פּראָפּערטיעס פון סטראַקטשעראַל פּאַרץ פון אַלומינום שאַסי
מינגהע די קאַסטינג פֿירמע זענען דעדאַקייטאַד צו פּראָדוצירן און צושטעלן קוואַליטעט און הויך פאָרשטעלונג קאַסטינג פּאַרץ (מעטאַל שטאַרבן קאַסטינג טיילן קייט דער הויפּט אַרייַננעמען דין קאַסטן,וואַרעם קאַמער שטאַרבן,קאַסטינג קאַמער שטאַרבן), ראָונד סערוויס (די קאַסטינג סערוויס,Cnc מאַשינינג,מאָולד מאַקינגקיין מנהג אַלומינום שטאַרבן קאַסטינג, מאַגניזיאַם אָדער זאַמאַק / צינק שטאַרבן קאַסטינג און אנדערע קאַסטינגז רעקווירעמענץ זענען באַגריסונג צו קאָנטאַקט אונדז.

אונטער די קאָנטראָל פון ISO9001 און TS 16949, אַלע פּראַסעסאַז זענען דורכגעקאָכט דורך הונדערטער פון אַוואַנסירטע שטאַרבן קאַסטינג מאשינען, 5-אַקס מאשינען און אנדערע פאַסילאַטיז, ריינדזשינג פון בלאַסטערז צו הינטער סאָניק וואַשינג מאשינען. מאַנשאַפֿט פון יקספּיריאַנסט ענדזשאַנירז, אָפּערייטערז און ינספּעקטערז צו מאַכן דעם קונה ס פּלאַן.

קאָנטראַקט פאַבריקאַנט פון שטאַרבן קאַסטינגז. קאַפּאַבילאַטיז אַרייַננעמען קאַלט קאַמער אַלומינום שטאַרבן קאַסטינג טיילן פון 0.15 לבס. צו £ 6, שנעל ענדערונגען שטעלן זיך און מאַשינינג. ווערט-צוגעלייגט באַדינונגס אַרייַננעמען פּאַלישינג, ווייברייטינג, דעבעררינג, שיסער בלאַסטינג, געמעל, פּלייטינג, קאָוטינג, פֿאַרזאַמלונג און טולינג. מאַטעריאַלס געארבעט מיט אַרייַננעמען אַלויז אַזאַ ווי 360, 380, 383 און 413.

צינק קאַסטינג פּלאַן הילף / קאַנקעראַנט אינזשעניריע באַדינונגס. קאַסטאַם פאַבריקאַנט פון פּינטלעכקייַט צינק קאַסטינגז. מיניאַטורע קאַסטינגז, הויך דרוק שטאַרבן קאַסטינגז, מאַלטי-רוק פורעם קאַסטינגז, קאַנווענשאַנאַל פורעם קאַסטינגז, אַפּאַראַט שטאַרבן און פרייַ שטאַרבן קאַסטינגז און קאַוואַטי געחתמעט קאַסטינגז קענען זיין מאַניאַפאַקטשערד. קאַסטינגז קענען זיין מאַניאַפאַקטשערד אין לענגזז און ווידטס אַרויף צו 24 אינטשעס אין +/- 0.0005 אינטש טאָלעראַנץ.

ISO 9001: 2015 סערטאַפייד פאַבריקאַנט פון געשטאַלט מאַגניזיאַם, קאַפּאַבילאַטיז אַרייַננעמען הויך-דרוק מאַגניזיאַם שטאַרבן אַרויף צו 200 טאָן הייס קאַמער און 3000 טאָן קאַלט קאַמער, טולינג פּלאַן, פּאַלישינג, מאָלדינג, מאַשינינג, פּודער און פליסיק געמעל , פֿאַרזאַמלונג, פּאַקקאַגינג & עקספּרעס.

ITAF16949 סערטאַפייד. נאָך קאַסטינג סערוויס אַרייַננעמען investment casting,זאַמד קאַסטינג,ערלעכקייט קאַסטינג, פאַרפאַלן קאַסטינג קאַסטינג,סענטריפוגאַל קאַסטינג,וואַקוום קאַסטינג,שטענדיק מאָלד קאַסטינגקאַפּאַבילאַטיז אַרייַננעמען עדי, ינזשעניעריע הילף, האַרט מאָדעלינג און צווייטיק פּראַסעסינג.

קאַסטינג ינדאַסטריז פּאַרץ פאַל שטודיום פֿאַר: קאַרס, בייקס, ערקראַפט, מוזיקאַליש ינסטראַמאַנץ, וואַטערקראַפט, אָפּטיש דעוויסעס, סענסאָרס, מאָדעלס, עלעקטראָניק דעוויסעס, ינקלאָוזשערז, קלאַקס, מאַשינערי, ענדזשאַנז, מעבל, צירונג, דזשיגס, טעלעקאָם, לייטינג, מעדיציניש מיטל, פאָטאָגראַפיק דעוויסעס, ראָובאַץ, סקאַלפּטשערז, געזונט ויסריכט, ספּאָרטינג ויסריכט, טולינג, אידיש און מער.
וואָס קענען מיר העלפֿן איר טאָן ווייַטער?
גיין צו די האָמעפּאַגע פֿאַר די קאַסטינג טשיינאַ
→קאַסטינג פּאַרץגעפינען אויס וואָס מיר האָבן געטאן.
→ ראַלאַטעד עצות וועגן די קאַסטינג באַדינונגס
By מינגהע די קאַסטינג מאַנופאַקטורער | קאַטעגאָריעס: נוציק אַרטיקלען |מאַטעריאַל טאַגס: אַלומינום קאַסטינג, צינק קאַסטינג, מאַגנעסיום קאַסטינג, טיטאַניום קאַסטינג, קאַסטינג פון ומבאַפלעקט שטאָל, מעש קאַסטינג,בראָנדז קאַסטינג,קאַסטינג ווידעא,פֿירמע געשיכטע,קאַסטינג פון אַלומינום באַמערקונגען אויסגעלאשן







