
ווירקונג פון אַנילינג טעמפּעראַטור אויף טשילד נידעריק קראָומיאַם מאָליבדענום דאַקטאַל יראָן זעמל
די טשילד נידעריק-קראָומיאַם מאָליבדענום דאַקטאַל אייַזן זעמל איז אַפעקטאַד דורך די קאַסטינג פּראָצעס און האט אַ לעפיערעך גרויס קאַסטינג דרוק אין די ווי-וואַרפן שטאַט. פּראַקטיסעס האָבן געוויזן אַז די אַנילינג טעמפּעראַטור פון דרוק רעליעף ניט בלויז אַפעקץ די גראַד פון קאַסטינג דרוק רעליעף, אָבער אויך אַפעקץ די סטרוקטור און פאָרשטעלונג פון די זעמל.
די עלעקטריק אויוון צו מאַכט שמעקן מיט אַ אָפטקייַט ינדאַקשאַן, דנאָ-גיסן פּאָרינג פּראָצעס, דער דיאַמעטער פון די זעמל ארבעטן ייבערפלאַך איז 288 מם און דער זאַץ איז געוויזן אין טיש 1. ניצן אַ לייד צו שנייַדן 20 מם דיק און 40 מם ברייט (ריידיאַל ויסמעסטונג ) רינג פון די ראָולד טשילד שיכטע. דער רינג איז שנייַדן אין עטלעכע סאַמפּאַלז, וואָס זענען אַנאַלד און היץ באהאנדלט ביי פאַרשידענע טעמפּעראַטורעס, און דערנאָך די מעטאַללאָגראַפיק סטרוקטור און כאַרדנאַס זענען באמערקט.
פיגורע 1 ווייזט די מעטאַללאָגראַפיק סטרוקטור פון די אַרויס פון די זעמל שנייַדן רינג (לעבן די קאַלט טיפּ) און די ין פון די שנייַדן רינג (לעבן די זעמל האַרץ). פיגורע 1 אַ און פיגורע 1 ב ווייַזן אַז די ווי-וואַרפן סטרוקטור פון די זעמל איז פּערלייט, לעדעבוריט און קאַרבידע. די סומע פון קאַרבידעס אויף די אַרויס פון די טאַנגענט רינג איז מער, און די סומע פון פּערלייט איז ווייניקער, און די סומע פון קאַרבידעס אויף די ין פון די טאַנגענט רינג איז ווייניקער, און די סומע פון פּערלייט איז מער. . די פּראָבע ווייזט אַז אפילו אויב די אַנילינג טעמפּעראַטור ריטשאַז 600 ° C און די האלטן צייט איז 4 שעה, די זעמל סטרוקטור נאָך האט קיין קלאָר ווי דער טאָג ענדערונג, ווי געוויזן אין פיגורע 1 ק און פיגורע 1 ד.

(אַ) ווי אַרויס
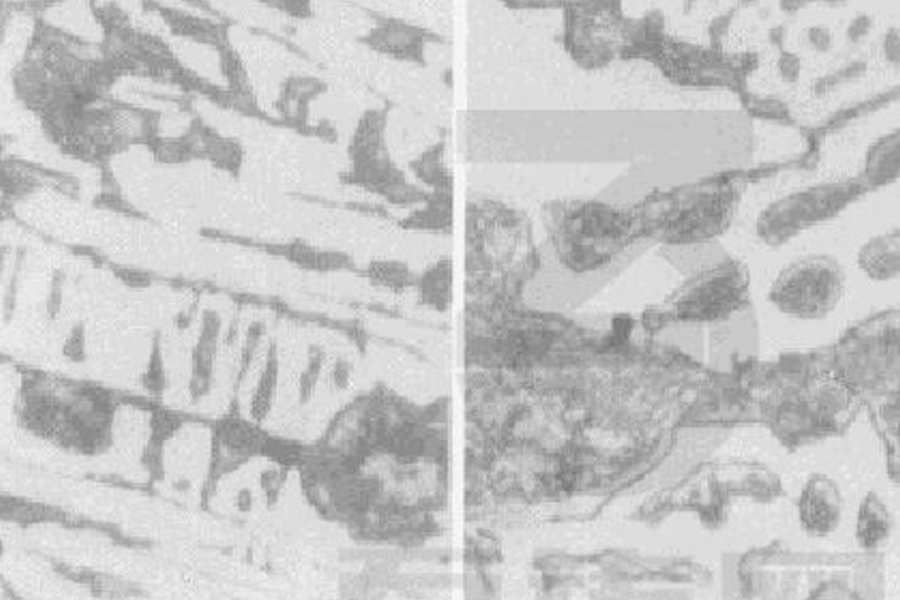
(C) די ויסווייניקסט זייַט נאָך 600 ℃ × 4 ה היץ באַהאַנדלונג (ד) די ינער זייַט נאָך 600 ℃ × 4 ה היץ באַהאַנדלונג
פיגורע 1 זעמל מעטאַללאָגראַפיק סטרוקטור
פיגורע 2 ווייזט די כאַרדנאַס אין פאַרשידענע שטעלעס פון די שנייַדן רינג פון די זעמל ארבעטן שיכטע אין די ווי-וואַרפן שטאַט און נאָך פאַרשידענע היץ טריטמאַנץ. די פיגור ווייזט אַז די כאַרדנאַס פון די זעמל ביסלעכווייַז דיקריסאַז פֿון די אַרויס צו די ין פון די קאַטינג רינג. נאָך די היץ באַהאַנדלונג, די כאַרדנאַס פון די זעמל דיקריסיז, און די פאַרקלענערן אין כאַרדנאַס ינקריסיז מיט די פאַרגרעסערן פון די היץ באַהאַנדלונג טעמפּעראַטור. ווען די היץ באַהאַנדלונג טעמפּעראַטור ריטשאַז 600 ° C, די כאַרדנאַס דיקריסיז שטארק. לויט צו דער קונה ס רעקווירעמענץ אויף די כאַרדנאַס פון די ראָללס, מיר קלייַבן אַן אַנילינג טעמפּעראַטור פון 400 ℃ אין די פּראָדוקציע.

דיסקוסיע
די רעדוקציע אין זעמל כאַרדנאַס נאָך היץ באַהאַנדלונג איז געפֿירט דורך דריי סיבות. איינער איז אַז די מעטאַללאָגראַפיק סטרוקטור ענדערונגען בעשאַס היץ באַהאַנדלונג, אַזאַ ווי די דיקאַמפּאָוזישאַן פון קאַרבידעס. לויט פיגורע 1, אפילו אויב די היץ באַהאַנדלונג טעמפּעראַטור ריטשאַז 600 ° C, די זעמל סטרוקטור נאָך האט קיין באַטייטיק ענדערונג. דער רעזולטאַט איז אין לויט מיט די פערראָאַללוי פאַסע דיאַגראַמע [1]. עס איז קענטיק אַז די פאַרקלענערן אין זעמל כאַרדנאַס איז נישט געפֿירט דורך ענדערונגען אין די מעטאַללאָגראַפיק סטרוקטור. די רגע איז אַז די אַללויינג עלעמענטן דיפיוזד יונאַפאָרמלי און די גראַד פון סופּערסאַטוראַטיאָן איז רידוסט בעשאַס די היץ באַהאַנדלונג פּראָצעס, דאָס איז געפֿירט דורך ענדערונגען אין די מיקראָסטרוקטורע. כּדי צו באַשטימען די ווירקונג פון דעם פאַקטאָר, די עקספּערימענט געמאסטן די מיקראָהאַרדנעסס פון קאַרבידע און פּערלייט נאָך פאַרשידענע היץ טריטמאַנץ (זען פיגורע 3). די מעזשערמאַנט רעזולטאַטן ווייַזן אַז די מיקראָהאַרדנעסס פון פּערלייט און קאַרבידעס איז רידוסט צו וועריינג דיגריז נאָך היץ באַהאַנדלונג. דעם דערשיינונג מוזן פירן צו אַ רעדוקציע אין די מאַקראָסקאָפּיק כאַרדנאַס פון די זעמל. די דריט איז די רעדוקציע פון די מאַקראָסקאָפּיק כאַרדנאַס פון די זעמל מיט די רעליעף פון קאַסטינג דרוק.
סאָף
נאָך אַנאַלד די קאַלט מאָליבדענום דאַקטאַל פּרעסן זעמל מיט נידעריק קראָומיאַם און היץ באהאנדלט ביי ווייניקער ווי 600 ° C, די מעטאַללאָגראַפיק סטרוקטור קען נישט טוישן באטייטיק, אָבער די מאַקראָקאָפּיק כאַרדנאַס איז רידוסט. ווען די היץ באַהאַנדלונג טעמפּעראַטור איז ווייניקער ווי 450 ° C, די קאָו-כאַרדנאַס דיקריסיז קליין, און ווען די היץ באַהאַנדלונג טעמפּעראַטור איז העכער ווי 600 ° C, די כאַרדנאַס דיקריסיז מער. די סיבה פֿאַר די פאַרקלענערן פון מאַקראָקאָפּיק כאַרדנאַס איז די פאַרקלענערן פון מיקראָהאַרדנעסס און ילימאַניישאַן פון קאַסטינג דרוק.
ביטע האַלטן די מקור און אַדרעס פון דעם אַרטיקל פֿאַר ריפּרינטינג: ווירקונג פון אַנילינג טעמפּעראַטור אויף טשילד נידעריק קראָומיאַם מאָליבדענום דאַקטאַל יראָן זעמל
מינגהע די קאַסטינג פֿירמע זענען דעדאַקייטאַד צו פּראָדוצירן און צושטעלן קוואַליטעט און הויך פאָרשטעלונג קאַסטינג פּאַרץ (מעטאַל שטאַרבן קאַסטינג טיילן קייט דער הויפּט אַרייַננעמען דין קאַסטן,וואַרעם קאַמער שטאַרבן,קאַסטינג קאַמער שטאַרבן), ראָונד סערוויס (די קאַסטינג סערוויס,Cnc מאַשינינג,מאָולד מאַקינגקיין מנהג אַלומינום שטאַרבן קאַסטינג, מאַגניזיאַם אָדער זאַמאַק / צינק שטאַרבן קאַסטינג און אנדערע קאַסטינגז רעקווירעמענץ זענען באַגריסונג צו קאָנטאַקט אונדז.

אונטער די קאָנטראָל פון ISO9001 און TS 16949, אַלע פּראַסעסאַז זענען דורכגעקאָכט דורך הונדערטער פון אַוואַנסירטע שטאַרבן קאַסטינג מאשינען, 5-אַקס מאשינען און אנדערע פאַסילאַטיז, ריינדזשינג פון בלאַסטערז צו הינטער סאָניק וואַשינג מאשינען. מאַנשאַפֿט פון יקספּיריאַנסט ענדזשאַנירז, אָפּערייטערז און ינספּעקטערז צו מאַכן דעם קונה ס פּלאַן.

קאָנטראַקט פאַבריקאַנט פון שטאַרבן קאַסטינגז. קאַפּאַבילאַטיז אַרייַננעמען קאַלט קאַמער אַלומינום שטאַרבן קאַסטינג טיילן פון 0.15 לבס. צו £ 6, שנעל ענדערונגען שטעלן זיך און מאַשינינג. ווערט-צוגעלייגט באַדינונגס אַרייַננעמען פּאַלישינג, ווייברייטינג, דעבעררינג, שיסער בלאַסטינג, געמעל, פּלייטינג, קאָוטינג, פֿאַרזאַמלונג און טולינג. מאַטעריאַלס געארבעט מיט אַרייַננעמען אַלויז אַזאַ ווי 360, 380, 383 און 413.

צינק קאַסטינג פּלאַן הילף / קאַנקעראַנט אינזשעניריע באַדינונגס. קאַסטאַם פאַבריקאַנט פון פּינטלעכקייַט צינק קאַסטינגז. מיניאַטורע קאַסטינגז, הויך דרוק שטאַרבן קאַסטינגז, מאַלטי-רוק פורעם קאַסטינגז, קאַנווענשאַנאַל פורעם קאַסטינגז, אַפּאַראַט שטאַרבן און פרייַ שטאַרבן קאַסטינגז און קאַוואַטי געחתמעט קאַסטינגז קענען זיין מאַניאַפאַקטשערד. קאַסטינגז קענען זיין מאַניאַפאַקטשערד אין לענגזז און ווידטס אַרויף צו 24 אינטשעס אין +/- 0.0005 אינטש טאָלעראַנץ.

ISO 9001: 2015 סערטאַפייד פאַבריקאַנט פון געשטאַלט מאַגניזיאַם, קאַפּאַבילאַטיז אַרייַננעמען הויך-דרוק מאַגניזיאַם שטאַרבן אַרויף צו 200 טאָן הייס קאַמער און 3000 טאָן קאַלט קאַמער, טולינג פּלאַן, פּאַלישינג, מאָלדינג, מאַשינינג, פּודער און פליסיק געמעל , פֿאַרזאַמלונג, פּאַקקאַגינג & עקספּרעס.

ITAF16949 סערטאַפייד. נאָך קאַסטינג סערוויס אַרייַננעמען investment casting,זאַמד קאַסטינג,ערלעכקייט קאַסטינג, פאַרפאַלן קאַסטינג קאַסטינג,סענטריפוגאַל קאַסטינג,וואַקוום קאַסטינג,שטענדיק מאָלד קאַסטינגקאַפּאַבילאַטיז אַרייַננעמען עדי, ינזשעניעריע הילף, האַרט מאָדעלינג און צווייטיק פּראַסעסינג.

קאַסטינג ינדאַסטריז פּאַרץ פאַל שטודיום פֿאַר: קאַרס, בייקס, ערקראַפט, מוזיקאַליש ינסטראַמאַנץ, וואַטערקראַפט, אָפּטיש דעוויסעס, סענסאָרס, מאָדעלס, עלעקטראָניק דעוויסעס, ינקלאָוזשערז, קלאַקס, מאַשינערי, ענדזשאַנז, מעבל, צירונג, דזשיגס, טעלעקאָם, לייטינג, מעדיציניש מיטל, פאָטאָגראַפיק דעוויסעס, ראָובאַץ, סקאַלפּטשערז, געזונט ויסריכט, ספּאָרטינג ויסריכט, טולינג, אידיש און מער.
וואָס קענען מיר העלפֿן איר טאָן ווייַטער?
גיין צו די האָמעפּאַגע פֿאַר די קאַסטינג טשיינאַ
→קאַסטינג פּאַרץגעפינען אויס וואָס מיר האָבן געטאן.
→ ראַלאַטעד עצות וועגן די קאַסטינג באַדינונגס
By מינגהע די קאַסטינג מאַנופאַקטורער | קאַטעגאָריעס: נוציק אַרטיקלען |מאַטעריאַל טאַגס: אַלומינום קאַסטינג, צינק קאַסטינג, מאַגנעסיום קאַסטינג, טיטאַניום קאַסטינג, קאַסטינג פון ומבאַפלעקט שטאָל, מעש קאַסטינג,בראָנדז קאַסטינג,קאַסטינג ווידעא,פֿירמע געשיכטע,קאַסטינג פון אַלומינום באַמערקונגען אויסגעלאשן







